


Что предпочтительнее — плазменная или лазерная резка, зависит от марки и толщины разрезаемых металлов, от требований к точности реза и от финансовых возможностей заказчика. Эти факторы являются решающими, когда необходимо купить оборудование для резки металла.
В чем суть лазерной и плазменной резки
Обе технологии — извечные конкуренты (но никак не антагонисты!). Хотя, при определенных условиях, одна вполне заменит другую. Однако существуют случаи, при которых предпочтения отдаются лазеру или плазме.
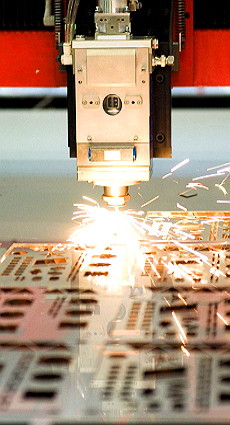
При упрощенном рассмотрении лазерная резка осуществляется за счет сфокусированного лазерного луча, который, собственно, является режущим элементом. Во время непрерывной работы он раскаляет металл, в зоне своего присутствия, до температуры плавления. А расплавленный (по сути, жидкий металл), удаляется, подаваемой под высоким давлением, струей газа.
При сублимационной лазерной резке, под воздействием лазерного импульса, в зоне резания листовой металл испаряется.
В плазменной резке теплота, расплавляющая материал, возникает за счет генерации плазменной дуги. Удаление расплава также происходит за счет воздействия плазменной струи на жидкий металл.
Зависимость вида резки от толщины и марки раскраиваемого листа
Главным отличием лазерной резки металла от плазменной является точность перпендикулярности образуемых, в процессе раскроя, кромок и толщины прорезей. Так, сфокусированный лазерный луч делает линию реза более тонкой. А значит, меньшая зона листа нагревается в процессе резания. Это, в свою очередь, объясняет практически отсутствующую контурную деформацию получаемых заготовок.
Лазерная резка имеет приличную производительность при высочайшей точности получаемых деталей. Она обеспечивает идеальное вырезание небольших, но сложных по конфигурации фигур и высокую точность углов.
Однако данная технология наиболее эффективна при разрезании листов, толщина которых меньше или равна 6 мм. В этом случае на заготовках полностью отсутствует окалина, а кромки деталей идеально гладкие и прямолинейные.
При резке более толстых листов кромки скашиваются до 0,5 градусов. Поэтому диаметры отверстий, полученных лазерной резкой в нижней части, всегда имеют несколько больший размер, чем в верхней. Правда, качество реза и форма всегда остаются безупречными.
В отличии от лазерного, плазменное оборудование дает более качественный рез при обработке листов:
- из алюминия и его сплавов (толщиной до 120 мм);
- из меди (толщиной до 80 мм);
- из углеродистых и легированных сталей (толщиной до 150 мм);
- их чугуна (толщиной до 90 мм).
При этом для раскроя тонколистовых металлов (до 0,5 мм) плазменная дуга используется очень редко — из-за высокой температуры в зоне резания может возникнуть коробление контуров заготовок.
Кроме того, в процессе работы на таком оборудовании образуется конусность реза, варьирующая в пределах 3-10 градусов. Поэтому при вырезании отверстий в толстых металлах нижний диаметр меньше входного. Так, круг, вырезанный из 20 миллиметровой стали будет иметь разницу диаметров в 1 мм.
Ниже представлена сравнительная таблица функциональности лазерных и плазменных станков:
| Параметры | Лазерная резка | Плазменная резка |
|---|---|---|
| Ширина реза | 0,2-0,375 мм | Ширина реза 0,8-1,5 мм |
| Точность резки | ±0,05 мм | ±0,1-0,5 мм Зависит от степени износа расходных материалов |
| Конусность | Менее 1° | 3° — 10° |
| Минимальные отверстия | При непрерывном режиме диаметр примерно равен толщине материала. Для импульсного режима минимальный диаметр отверстия может составлять одну треть толщины материала. | Минимальный диаметр отверстий составляет 1,5 от толщины материала, но не менее 4мм. |
| Внутренние углы | Высокое качество углов | Происходит небольшое скругление угла, из нижней части среза удаляется больше материала, чем из верхней |
| Окалина | Обычно отсутствует | Обычно имеется (небольшая) |
| Прижоги | Незаметны | Присутствуют на острых наружных кромках деталей |
| Тепловое воздействие | Очень мало | Больше, чем при лазерной резке |
| Производительность резки металла | Очень высокая скорость при малых толщинах. Заметно снижается с увеличением толщины металла, продолжительный прожиг больших толщин. | Быстрый прожиг; очень высокая скорость при малых и средних толщинах обычно с резким снижением при увеличении толщины. |
Отличие плазменной резки от лазерной по стоимости
Решая, что лучше — плазменная или лазерная резка металла, нужно понимать, что цена портальной плазменной установки в 5-6 раз ниже аналогичной лазерной. Однако при сравнении обоих видов оборудования следует учитывать не только стартовую стоимость, но и дальнейшие эксплуатационные расходы.
Сюда относят затраты на электроэнергию, вспомогательные газы и цену расходных материалов. Выбирая, что заказать — плазменную или лазерную резку металла, учтите, что в смету эксплуатационных расходов лазерной резки входят:
 Стоимость газов:
Стоимость газов:
- воздух или чистый кислород — для резки углеродистых сталей;
- азот — для получения заготовок из алюминия (его сплавов) и коррозионностойких сталей (например, нержавейки).
Энергозатраты:
- расходы на энергопотребление самой установки;
- электроэнергия для лазера и охладителя.
Расходные материалы:
- оптика (внутренняя и внешняя);
- сопла;
- фильтры.
расходные материалы меняют раз в несколько недель или лет.
Но ответ на вопрос: «Чем отличается плазменная резка от лазерной резки?» был бы не полным без знаний об эксплуатационных расходах на установку плазменной обработки. Поэтому продолжим детально изучать затраты на альтернативное оборудование.
При плазменной резке используют кислород или воздух. Электроэнергия расходуется исключительно на питание самого станка и создание плазмы. Что до расходных материалов, то их не больше, чем в лазерном оборудовании. Так, в этот пункт входят:
- сопло;
- электрод;
- защитный экран.
однако это снизит производительность станка, но не уменьшит качество реза.
Такой показатель, как количество отверстий, приходящихся на одну заготовку, снижают часовую стоимость работы плазмы. В этом батле победу одержит лазер, поскольку сопла и электроды, используемые в плазменных агрегатах, рассчитаны на заданное количество прошивок и стартов.
Чем больше отверстий нужно сделать, тем выше эксплуатационные расходы на плазменный станок.
Резюмируя вышеизложенное, можно прийти к следующему выводу: сказать заочно, что выгоднее приобрести — плазменную или лазерную резку, невозможно. Но если требуется раскрой металла до 6 мм, а особенно с большим количеством отверстий, тогда в фаворе будет лазер. При резании материалов от 6 мм, покупайте плазменные аппараты с ЧПУ.
| Серия S-WT | Серия M30 | Серия L50 | Серия L100-COMBI |
 |
 |
 |
 |
| Цена: от 230 000 руб. | Цена: от 470 000 руб. | Цена: от 700 000 руб. | Цена: от 860 000 руб. |
Если вы решили приобрести недорогие станки плазменной резки, обращайтесь в нашу компанию. Менеджеры детально изучат производственные требования и подскажут наиболее рациональную марку станка, необходимого для вашего предприятия. Звоните, нам есть что предложить по качеству, цене и функциональности.

